バイクパーツメッキ加工履歴
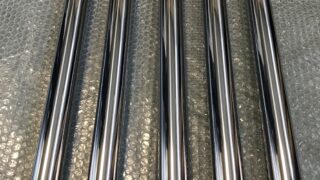
バイクパーツメッキ加工履歴 【硬質クロム肉盛り研磨】CBX400F クランクシャフト3番ジャーナル3番ピンを硬質クロム肉盛り研磨仕上げ。栃木県
まず、3番ジャーナルを円筒研削盤で摩耗が
無くなるまで下研磨加工。
また下研磨で削った「-0.3mm」分以上に
硬質クロムメッキ肉盛り、再度、円筒研削盤
で仕上げ研磨を行う。
仕上がり寸法ジャーナルφ32±0
そしてクランク研削盤にてクランクシャフト
の軸受チャッキング、そして2番ピンの芯で
3番ピンを真円に下研磨加工。
下研磨で削った「-1.5mm」分以上に硬質
クロームメッキを肉盛り、再度スタンダード
サイズに研磨加工。φ29.995±0.005
硬質クロームメッキを施された表面硬度は、
HV850以上を示す。
仕上げは全ヶ所ラッピング仕上げまで。