産業用機械部品。ロール表面へ硬質クロームメッキを600μ後、円筒研磨加工。φ300×1700×1940L
産業用機械部品。
寸法φ300×1700×1940L
旋盤加工されたロール表面の旋盤加工目が無くなるまで円筒研削盤で研削。
加工目や芯振れがなくなるまで削ると、仕上げ寸法から約ー0.6mmとなり、硬質クロームメッキを0.6mm以上肉盛る事になる。
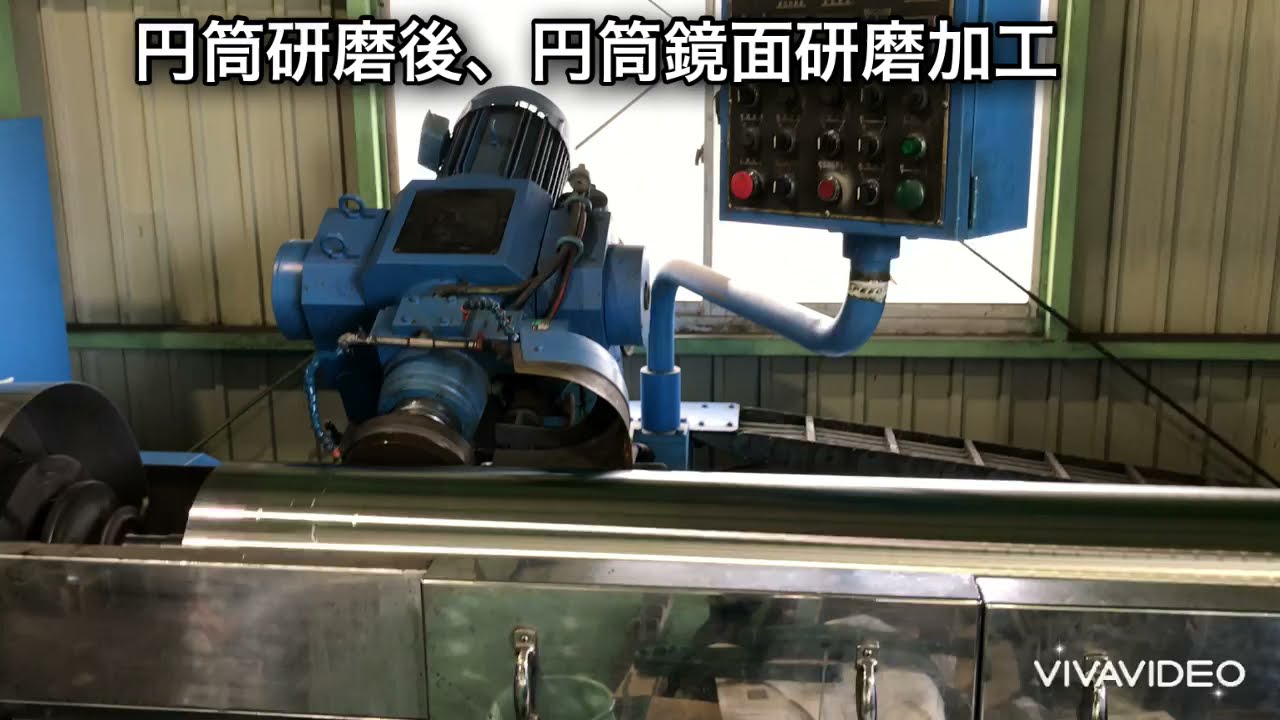
規定寸法φ300±0.1仕上げる為、円筒研削盤で仕上げ研磨を行い、更に円筒鏡面研磨加工の工程をたどる。
産業用機械部品。
寸法φ300×1700×1940L
旋盤加工されたロール表面の旋盤加工目が無くなるまで円筒研削盤で研削。
加工目や芯振れがなくなるまで削ると、仕上げ寸法から約ー0.6mmとなり、硬質クロームメッキを0.6mm以上肉盛る事になる。
規定寸法φ300±0.1仕上げる為、円筒研削盤で仕上げ研磨を行い、更に円筒鏡面研磨加工の工程をたどる。

