建設重機油圧シリンダーメッキ加工履歴
建設重機油圧シリンダーメッキ加工履歴 【再生加工】油圧シリンダーロッドのメッキ再生研磨仕上げ。福岡県
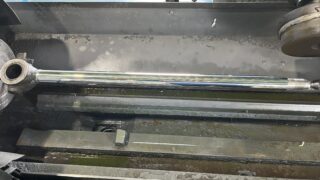
先ず、油圧プレス機にて0.2mmの曲がりを
伸ばします。そして旋盤にてロッドの両側
面にセンター加工。その両センターを芯
に円筒研削盤で縦筋摩耗が無くなるまで
下研磨加工。また下研磨で削った「-0.35mm」
分以上に硬質クロムメッキを肉盛り、再度、
円筒研磨機で仕上げ研磨を行う。
仕上がり寸法φ39.96〜64mm
仕上がり寸法φ44.96〜94mm
最終仕上げはサイザル仕上げまで。